The Nuclear Information Project, called “one of the most widely sourced resources for nuclear warhead counts” by the Washington Post, uses open sources such as official documents, testimonies, previously undisclosed information obtained through the Freedom of Information Act, as well as independent analysis of commercial satellite imagery as the basis for developing the best available unclassified estimates of the status and trends of nuclear weapons worldwide.
The Project also conducts analysis of the role of nuclear weapons and provides recommendations for responsibly reducing the numbers and role of nuclear weapons.
The research is mainly published on the Strategic Security Blog, in the Nuclear Notebook in the Bulletin of the Atomic Scientists, the World Nuclear Forces overview in the SIPRI Yearbook, as well as in magazines. As a primary source for reliable information on nuclear weapons, the Project is a frequent advisor to governments, parliamentarians, the news media, institutes, and non-governmental organizations.
The Nuclear Information Project is directed by Hans M. Kristensen in collaboration with Matt Korda and Eliana Johns (and previously Robert S. Norris). The Project also collaborates with other experts and organizations.
This work builds on the Nuclear Weapons Databook project that Thomas Cochran and Robert Norris managed at NRDC for many years. Many of their publications are available here at FAS via the Archives page.
The Nuclear Information Project is currently supported with generous contributions from the John D. and Catherine T. MacArthur Foundation, the New-Land Foundation, Ploughshares Fund, the Prospect Hill Foundation, Longview Philanthropy, the Stewart R. Mott Foundation, the Future of Life Institute, Open Philanthropy, and individual donors.
We could not imagine a nuclear weapons field without the Federation of American Scientists.
-Ploughshares Fund
Looking for an external project publication or briefing? See the chronology with links going back more than a decade.
Our research is used by journalists and experts around the globe. Here’s just a glimpse of the news stories based on our research.
Follow Hans M. Kristensen, Matt Korda, and Eliana Johns on Twitter for real-time analysis and more.
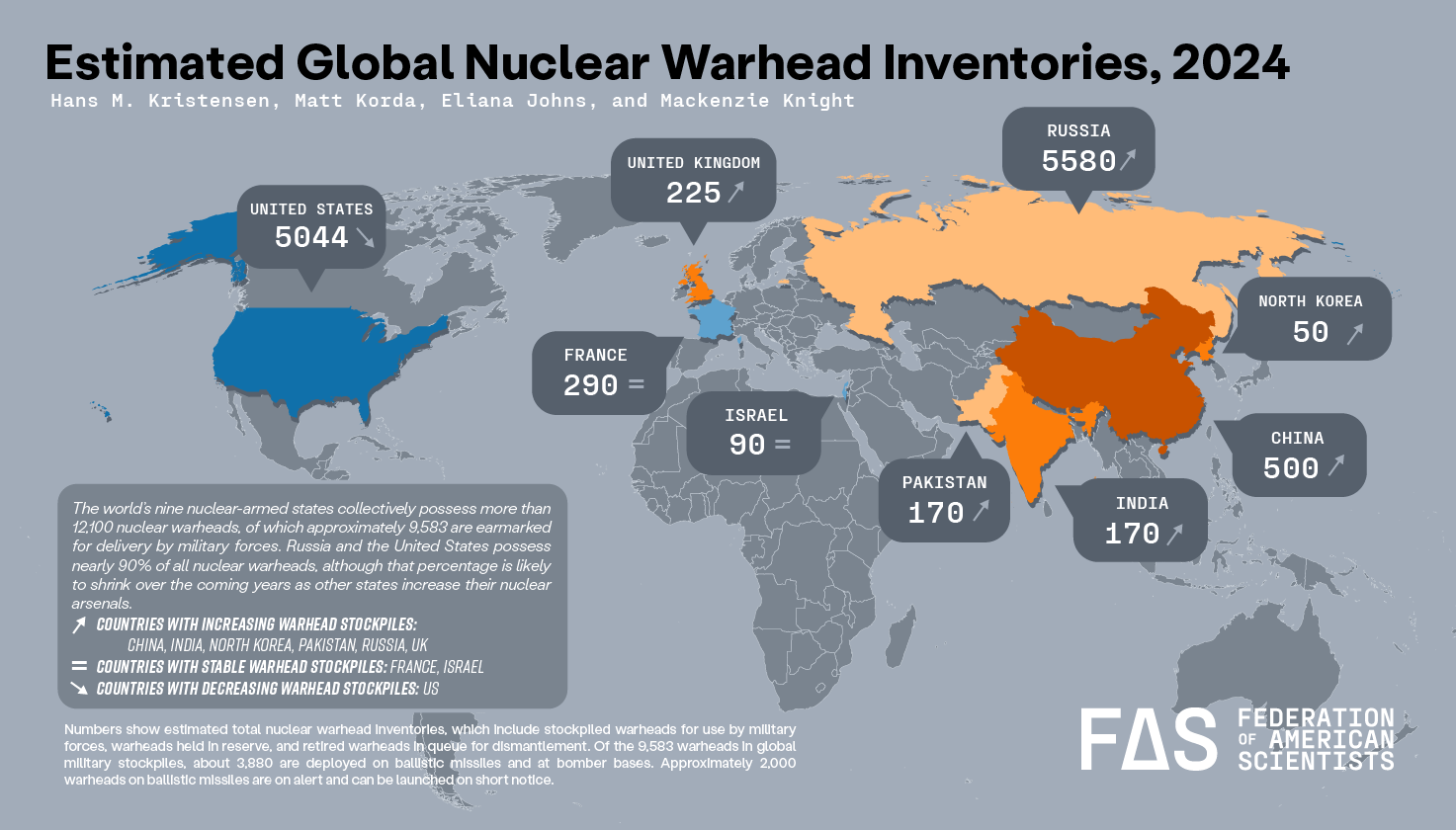
Despite progress in reducing nuclear weapon arsenals since the Cold War, the world’s combined inventory of nuclear warheads remains at a very high level.

The FAS Nuclear Notebook is one of the most widely sourced reference materials worldwide for reliable information about the status of nuclear weapons.

For decades, the Federation of American Scientists website has hosted vast and valuable archives of data relating to nuclear weapons.

To empower new voices to start their career in nuclear weapons studies, we’re pairing emerging leaders with a senior academic or policy expert to co-author a research project that provides a creative perspective on nuclear deterrence policy.

A military depot in central Belarus has recently been upgraded with additional security perimeters and an access point that indicate it could be intended for housing Russian nuclear warheads for Belarus’ Russia-supplied Iskander missile launchers.
The Indian government announced yesterday that it had conducted the first flight test of its Agni-5 ballistic missile “with Multiple Independently Targetable Re-Entry Vehicle (MIRV) technology.
While many are rightly concerned about Russia’s development of new nuclear-capable systems, fears of substantial nuclear increase may be overblown.
Oppenheimer may win big at the Oscars as a story about the past; unfortunately, nuclear weapons are still an urgent threat to humanity.

Nuclear Policy and strategy, De-alerting,
Nuclear Weapons
email: hkristensen @ fas.org
twitter: @nukestrat

Progressive Foreign Policy
Global Nuclear Weapons Arsenals
Missile Defence
Nuclear-Climate Nexus

Status of Worldwide Nuclear Arsenals,
North Korea

Nuclear Nonproliferation and Disarmament
Nuclear Policy and Strategy
Nuclear History